Zavarivanje cevi elektrofuzije
Polaganje cjevovoda ili glavnog kanalizacionog sistema ne može se izvršiti jednim dijelom materijala. Do danas su razvijene mnoge metode pomoću kojih se vrši povezivanje pojedinih segmenata. Najnapredniji je zavarivanje cevi za elektrofuziju.
Šta je to
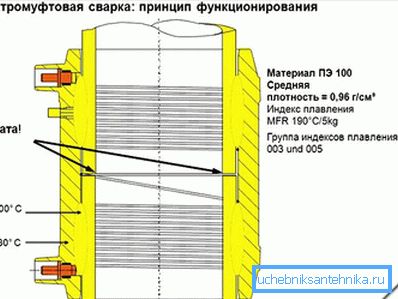
Suština metode leži u činjenici da spojni priključak ima električnu spiralu u njemu. Može biti potpuno otvoren, delimično zakopan ili skriven. Grejni element ima dva izlazna kontakta na koje je priključen aparat za zavarivanje. Navedena vrednost napona se isporučuje u određenom vremenskom periodu. Unutrašnji deo konektora i umetnuti deo cevi pod dejstvom temperature postaje tečnost. Spoljašnji zid se ne zagrije do te mere i zadržava svoju elastičnost, zbog čega se supstanca pomera nadole, zbog čega se formira monolitna struktura.

Spojnice su izrađene od tri vrste plastike: polietilena, polipropilena, polibutena. Za postavljanje gasnih linija obično se koristi samo prva opcija.
Savjet! Označavanje se primenjuje na fitinge, koji obaveštavaju operatora o tome koji napon i za koji period se primenjuje. Takođe označava vreme hlađenja gotovog spoja. Osim toga, dizajn obezbeđuje posebne indikatore koji signaliziraju završeni proces.
Prednosti

Ova tehnološka metoda ima puno pozitivnih aspekata:
- Tokom zavarivanja, unutrašnji prečnik cevi se ne smanjuje. To znači da se može koristiti ne samo u slučajevima kada sistem ima glavu pritiska sa konstantnim pritiskom. Odvodni i olujni sistemi nisu izuzetak.
- Zahvaljujući dobro osmišljenoj instrumentalnoj bazi, ljudski faktor svede se na minimum pri obavljanju svih potrebnih operacija.
- Ova metoda je prihvatljivija ako morate da držite dva cevi velikog prečnika.
- Zavarivanje elektrofuzijom biće neophodno kada je potrebna popravka glavne linije i nije moguće zameniti cijevi u horizontalnoj ravni.
- Prepreka za artikulaciju takođe neće biti slučaj kada se oba ili jedna od cijevi ojačaju pomoću pojačanih uključivanja. Kada zavarivanje zavarivanja nema garancije takve čvrstoće šava.
- Cijevi iz šivenog polietilena se obično povezuju mehanički. ZN zavarivanje pruža priliku utjecati na molekularne veze, pružajući visokokvalitetni šav.
- Montaža cevovoda sa mnoštvom slavina može se izvršiti direktno na lokaciji, bez potrebe za prethodnim priključenjem i ugradnjom već završene konstrukcije.
- Štednja električne energije u poređenju sa drugim vrstama.
- Prednost proizvoda za zavarivanje različitih vrsta polietilena, kao i različitih prečnika.
Toolkit

Da bi ceo proces bio glatko, potrebno je imati određeni alat sa vama:
- Aparat za zavarivanje. Za ovu vrstu zavarivanja razvijena je jedinstvena jedinica. Zasnovan je na poluprovodničkoj tehnologiji, tako da troši redoslijed manje električne energije od svojih drugih kolega. Obično za takve uređaje su naznačeni maksimalni i minimalni zavareni prečnici. Postoji barkodni skener koji automatski unosi podatke o određenoj vrsti veze, to se može učiniti i ručno. Podaci o svakom prenosnom spoju čuvaju se u memoriji tako da operater ili kontrolna grupa mogu dobiti informacije. Možda imate ugrađeni serijski ili USB priključak, možete povezati fleš disk sa drugim za prenos podešavanja ili podataka. Na prednjoj ploči obično se prikazuje ekran koji prikazuje trenutna podešavanja. U kompletu sa nekim jedinicama su saveti različitih sekcija.
- Pozicioner Mali metalni element u obliku trake sa nekoliko klipova. Ovaj alat vam omogućava postavljanje cevi u istoj ravni za zavarivanje. Namijenjen je i ispravljanju ovalosti. U ove svrhe se takođe može koristiti posebna stezaljka.
- Truborez. Obično koristite disk. To je onaj koji omogućuje izvođenje jednakog reza, što je uslov.
- Strugač Mala ručka sa nožem. Takođe može biti sastav sa nekoliko modula. Jedna od njih se nalazi u cevi, druga, na kojoj se nalazi rezna glava, povezuje i uklanja gornji sloj tokom rotacije. Ova procedura je neophodna da se ne stvori gruba površina, već da se ukloni oksidovani deo mlaznice.
- Roulette ili vladar.
- Čistač. Potrebno je ukloniti prljavštinu i mast. Trebalo bi se koristiti posebno za određenu vrstu cijevi. Nemojte koristiti običan alkohol ili aceton.
- Marker. Vodonepropusna bela ili svetla boja se koristi da primeni ne samo oznake, već i neke podatke umesto šiljaka.
Savjet! Za uložak za sedište se koristi i specijalna bušilica, kao i šestougaoni ključ i odvijač za ključeve.
Montaža

Spike proces nije složen, ali zahteva određenu tačnost, pažnju i istrajnost.
- Ako ima vremena pre rada, preporučuje se da se cev ispravi u roku od 24 sata, odvući ga iz zaliva, što će pomoći da delimično ispravite ovalitet.
- Prva stvar koja treba da uradi je da isečite ivicu cevi. U ove svrhe je moguće, ali ne i poželjno, da koristite žicu za žičare. Zadnjica je gruba. Koristite rezač cevi za disk, obezbediće ispravnu ravninu.
- Sledeća je oznaka. Neophodno je primijeniti liniju na koju će se nositi nositi. Od nje napravi marginu od još 1-2 cm i markira.
- Koristite strugač ili mehaničko sredstvo za čišćenje oksida, uklonite gornji sloj. Za cijevi čiji prečnik ne prelazi 63 mm, to je 0,1 mm. Ako je spoljni prečnik veći, onda je potrebno ukloniti 0.2 mm.
- Sada cevi se tretiraju rastvaračem i postavljaju u pozicioner. Mora biti dobro utvrđena i ispravna ovalnost. Pričvršćivanje ne treba podložno stresu preloma. Pozicioner ga mora nadoknaditi.
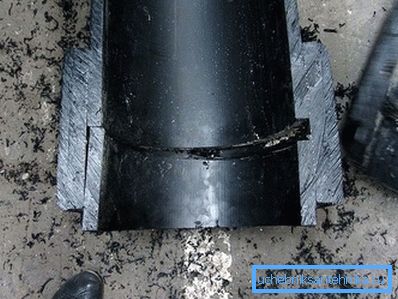
- Spojnica se postavlja (takođe se mora tretirati rešenjem iznutra). Ako je prečnik cevi jako velik, onda se spojnica isteza do njegove pune veličine. Dovodi se druga grana cevi i ugradnja se sruši do polovine njegove dubine. Hipotekarni heliks mora biti u cijelom prostoru cijevi kako bi se osiguralo pravilno legiranje.
- Nakon povezivanja dve cevi, aparat za zavarivanje je povezan. Potrebni parametri pročitaju skener ili unesu ručno. Proces počinje. Važno je zapamtiti da vreme hlađenja uključuje i kompletan ciklus. Ako je klip uklonjen pre vremena, stisak će biti prekinut.
- Kada su svi zadaci završeni, vreme i datum, kao i operater, stavljaju se na vezu.
- Ugradnja sedla ima sličan algoritam. Čišćenje se vrši na mestu ugradnje, ali ne oko čitavog obima, već samo na površini adhezije, koja će biti blokirana spiralom. Nakon skidanja, sedlo se stavlja i čvrsto stegne. Zavarivanje se vrši. Dalje, pomoću dodatnog alata se vrši rezanje. Uz pomoć utikača tehnološki otvor je zatvoren i etiketa se nanosi.
Savjet! Da biste uklonili oksid, nemojte koristiti štipaljke ili neprikladne prskalice. Jednostavno ćete grebati površinu, ali nećete postići željeni rezultat.
Tipične greške
U nekim slučajevima veza se smanjuje. Ovo se može otkriti već nakon završetka kompletne instalacije. Ovo se dešava iz sledećih razloga:
- Operator nije nadoknadio ovalnost. To može dovesti do toga da staljena plastika ne popunjava čitav prostor.
- Struganje nije učinjeno sa strugačem. Rezultat će biti da spajanje i cev ne formiraju monolitno lemljenje.
- Cev je bila pod uglom za ugradnju. Posledica će biti curenje tečne plastike.
- Montaža nije bila u potpunosti ugrađena. Hipotekarna heliksa neće natopiti dovoljnu količinu zglobne površine.
- Nije izvršeno odmašćivanje ili nakon dodira do mesta čišćenja. Veza neće biti čvrsta.
Za priključenje HDPE cijevi ova uputstva su također primjenjiva. Ovaj metod je mnogo bolji od upotrebe fitinga sa mehaničkom stezaljkom koja ne može pružiti savršenu zategnutost.
Video
Isporučeni video materijali pokazuju tehnološki proces zavarivanja elektrofuzionih cevi: